Mwongozo Bora wa Vipande vya Kuchimba Visima vya Mbao: Usahihi, Nguvu, na Utendaji katika Ufundi wa Kitaalamu wa Mbao
Vipande vya kuchimba visima vya mbao vinawakilisha kilele cha teknolojia maalum ya kuchimba visima kwa ajili ya ufundi wa mbao. Tofauti na vipande vya kawaida vya kupindika au vipande vya jembe, visu vina muundo wa kipekee wa ond unaoelekeza uchafu juu huku ukitengeneza mashimo safi na yenye kina kirefu kwa juhudi ndogo. Kuanzia watengenezaji wa samani hadi wafungaji wa milango, wataalamu hutegemea vipande hivi kwa kazi zinazohitaji usahihi wa kina, kipenyo, na umaliziaji—iwe ni kutengeneza viungo vya dowel, kupitisha nyaya kupitia mihimili, au kusakinisha kufuli za silinda.
Uhandisi wa Msingi na Vipengele
1. Ubunifu wa Kina wa Flute na Jiometri ya Kukata
- Usanidi wa Flute Nyingi: Vipande vya mfuo wa hali ya juu vina filimbi za helikopta 3-4 (mipako) ambayo hufanya kazi kama mifumo ya kusafirisha, ikitoa vipande vya mbao kwa ufanisi juu. Hii huzuia kuziba kwenye mashimo ya kina kirefu (hadi milimita 300–400) na hupunguza mkusanyiko wa joto. Miundo ya filimbi moja inafaa mbao laini, huku aina za filimbi 4 zikifaa zaidi katika mbao ngumu au mbao zenye utomvu.
- Kijaribio cha Ncha ya Skurubu: Sehemu ya skrubu inayojilisha yenyewe kwenye ncha huvuta sehemu ya skurubu ndani ya mbao, na kuondoa kuzurura na kuhakikisha usahihi wa shimo kutoka kwa mzunguko wa kwanza. Hii inatofautiana na sehemu za jembe, ambazo zinahitaji shinikizo thabiti na mara nyingi huteleza nje ya alama.
- Vikata vya Kuchochea: Kingo zilizonolewa kwenye pembezoni mwa kipande hukata nyuzi za mbao vizuri kabla ya sehemu kuu kuinua nyenzo, na kusababisha mashimo ya kuingia na kutoka bila vipande—muhimu kwa viungo vinavyoonekana.
2. Uhandisi wa Shank kwa Nguvu na Utangamano
- Utawala wa Shank ya Hex: Zaidi ya 80% ya viunganishi vya kisasa hutumia shank za hex za 6.35mm (1/4″) au 9.5mm (3/8″). Hizi hufunga kwa usalama kwenye chucks za mabadiliko ya haraka (km, vichocheo vya athari) na huzuia kuteleza chini ya torque ya juu. SDS na shank za mviringo hubaki kuwa chaguo maalum kwa vifaa maalum.
- Kola Iliyoimarishwa: Mifumo yenye mkazo mkubwa inajumuisha kola nene ya chuma chini ya kishimo, kuzuia kunyumbulika wakati wa kuchimba visima kwa nguvu katika mwaloni mnene au maple.
3. Sayansi ya Nyenzo: Kutoka HSS hadi Kabidi
- Chuma cha Kasi ya Juu (HSS): Kiwango cha tasnia cha usawa wa gharama na uimara. Hudumisha ukali hadi 350°C na hustahimili mizunguko ya kunoa upya mara 2-3. Inafaa kwa useremala wa jumla.
- Chuma chenye Kaboni Nyingi: Ni ngumu kuliko HSS lakini ni dhaifu zaidi. Bora zaidi kwa kuchimba mbao laini zenye ujazo mkubwa ambapo uhifadhi wa ukingo unazidi upinzani wa athari.
- Imewekwa ncha ya Kabidi: Ina kingo za kukata kabidi ya tungsten iliyosokotwa kwa ajili ya kuchimba mchanganyiko wa abrasive, mbao zilizopakwa laminate, au mbao zilizogandishwa. Hudumu kwa muda mrefu mara 5–8 kuliko HSS lakini kwa bei ya juu mara 3.
Jedwali: Ulinganisho wa Nyenzo za Auger Bit
| Aina ya Nyenzo | Bora Kwa | Maisha ya Kuchimba Visima | Kigezo cha Gharama |
|---|---|---|---|
| Chuma chenye Kaboni Nyingi | Miti laini, kazi ya ujazo mwingi | Kati | $ |
| Chuma cha Kasi ya Juu (HSS) | Miti migumu, vifaa mchanganyiko | Juu | $$ |
| Kabonidi | Misombo, mbao za kukwaruza | Juu Sana | $$$$ |
Faida za Kiufundi Zaidi ya Vipande vya Kawaida
- Uwezo wa Kina: Viunganishi vya kuchimba hadi kina cha kipenyo chao mara 10 (km, biti 40mm → kina 400mm) bila kuunganishwa—bila kulinganishwa na biti za Forstner au jembe.
- Kasi na Ufanisi: Ncha ya skrubu huvuta sehemu ya kuchimba kwa mara 2-3 ya kiwango cha kuchimba kwa kutumia drili ya kupotosha, ikikata mashimo yenye kina cha milimita 25 kwenye mbao ngumu kwa chini ya sekunde 5 kwa kutumia drili ya 1,000 RPM.
- Uvumilivu wa Usahihi: Biti za kiwango cha viwandani (km, zilizothibitishwa na ISO9001) hushikilia kipenyo ndani ya ± 0.1mm, muhimu kwa pini za dowel au mitambo ya kufuli. Biti zisizo thabiti (km, biti ya inchi 1 yenye mkunjo wa inchi 7/8) hushindwa katika jigi zinazoongozwa, huku biti halisi za uwiano wa 1:1 zikifanikiwa.
- Kuondoa Chip: Flute huondoa 95%+ ya uchafu, kupunguza msuguano na kuzuia "kuni zilizopikwa" kuwaka kwenye mashimo yenye kina cha zaidi ya 150mm.
Vipimo vya Kiufundi na Mwongozo wa Uteuzi
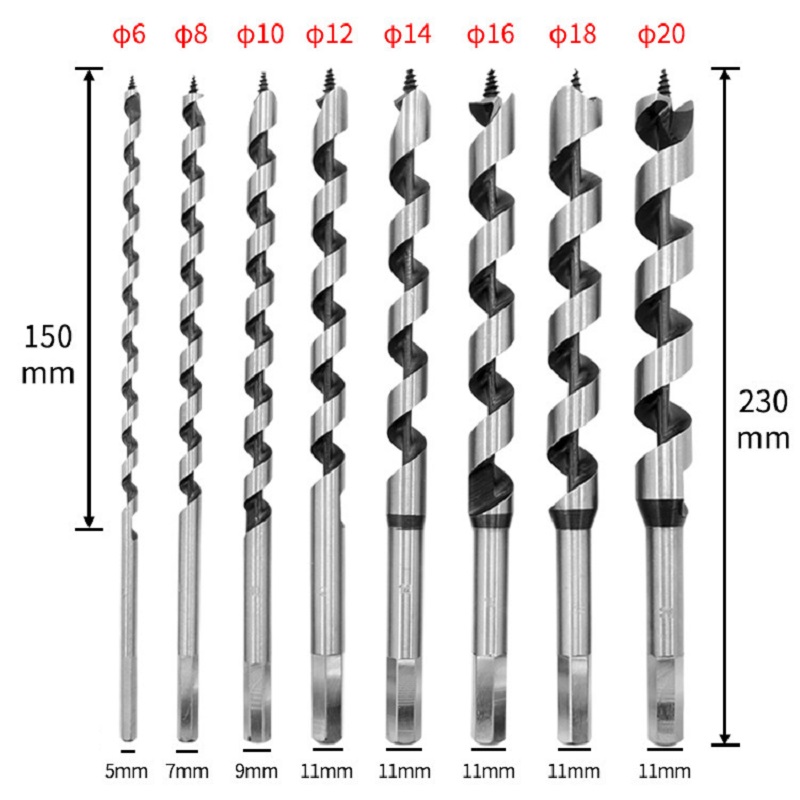
Viwango vya Ukubwa
- Kipenyo cha Kipenyo: 5mm–100mm (maalum kwa kazi):
- 6–10mm: Doweli, mifereji ya umeme
- 15–40mm: Silinda za kufuli, mabomba ya mabomba
- 50–100mm: Mihimili ya kimuundo, viunganishi vyenye kipenyo kikubwa
- Madarasa ya Urefu:
- Mfupi (90–160mm): Makabati, mashimo ya kufunga milango
- Muda mrefu (300–400mm): Muundo wa mbao, vifuniko virefu
Mipako na Matibabu ya Uso
- Oksidi Nyeusi: Hupunguza msuguano kwa 20% na huongeza upinzani mdogo wa kutu. Kiwango cha kawaida kwa biti za HSS.
- Imeng'aa Sana: Uso laini hupunguza mshikamano wa resini kwenye msonobari au mwerezi. Kawaida katika matumizi salama kwa chakula.
- Nitridi ya Titani (TiN): Mipako ya rangi ya dhahabu kwa ajili ya upinzani wa kuvaa mara 4; haipatikani sana katika viunganishi kutokana na gharama.
Jedwali: Aina za Shank na Utangamano
| Aina ya Shank | Utangamano wa Zana | Ushughulikiaji wa Torque | Tumia Kipochi |
|---|---|---|---|
| Heksa (6.35mm/9.5mm) | Viendeshaji vya athari, mazoezi ya haraka | Juu | Ujenzi wa jumla |
| Mzunguko | Vibandiko vya kitamaduni, mazoezi ya mikono | Kati | Ufundi mzuri wa mbao |
| SDS-Plus | Nyundo za mzunguko | Juu Sana | Kutoboa mbao kwa kutumia misumari iliyopachikwa |
Programu Halisi na Vidokezo vya Wataalamu
- Ufungaji wa Kufuli la Mlango: Tumia vinu vya kipenyo cha inchi 1 (vyenye mkunjo halisi wa inchi 1) kwa mashimo ya kufungia. Epuka vipande vya jembe—vinararua kingo za chokaa na kupotoka katika mikato mirefu.
- Ujenzi wa Mbao: Oanisha vinu vya futio 12″–16″ vyenye urefu wa milimita 32 na visima vya torque ya juu (≥650 Nm) kwa nguzo za reli au viungio vya boriti. Ongeza nta ya parafini kwenye filimbi unapochimba mbao zenye utomvu.
- Utengenezaji wa Samani: Kwa viungo vya dowel, chagua vipande vyenye upana wa milimita 0.1 kuliko dowel ili kuruhusu upanuzi wa gundi.
Uhakikisho wa Ubora na Vyeti
Watengenezaji wakuu hufuata viwango vya ISO 9001, kuthibitisha ugumu (HRC 62–65 kwa HSS), usahihi wa vipimo, na upimaji wa mzigo. Vipande hupitia majaribio ya uharibifu wa sampuli ili kuhakikisha nguvu ya msokoto inazidi 50 Nm.
Hitimisho: Farasi Muhimu wa Ufundi wa Mbao
Vipande vya kuchimba visima vya mbao huunganisha kanuni za mitambo za karne nyingi na madini ya kisasa. Uokoaji wao bora wa chip, uwezo wa kina, na usahihi huwafanya wasiweze kubadilishwa na wataalamu wanaothamini kasi bila kupunguza ubora. Unapochagua kidogo, toa kipaumbele kwa modeli zilizothibitishwa za HSS au zenye ncha ya kabidi zenye vigae vya hex na miundo ya filimbi nyingi—uwekezaji unaojilipa wenyewe kwa matokeo yasiyo na dosari na muda mdogo wa kutofanya kazi kwa muda wa kazi.
Muda wa chapisho: Julai-26-2025